以下是:cr12mov模具热处理通过国家检测的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/kg |
|---|
| 发货期限 | 当天 |
|---|
| 供货总量 | 1000KG |
|---|
| 运费说明 | 协商 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 赣州 |
|---|
| 材质 | cr12mov |
|---|
| 规格 | 齐全 |
|---|
| 表面 | 毛料 光料 精料 板料 |
|---|
| 仓库 | 赣州 |
|---|
安徽省,宿州市,埇桥区 埇桥历史悠久,春秋时即为古“宿国”封地,秦汉时已是“舟车会聚、九州通衢之地”,隋朝开“通济渠”后成为“扼汴控淮”的军事重镇。孔子在此演习周礼。孔子高徒、中华民族先贤人物——“孝圣”闵子骞在此出生。白居易在此成长至青年始赴长安成名,白居易在《埇桥旧业》中称宿州为“埇城”。王籍、韩愈、苏轼、袁枚等留下灿烂诗篇。近现代埇桥籍文化名人如梅纯一、李百忍、杨在葆、李炳淑等众多。这里既是陈胜、吴广大泽乡起义旧址,又是淮海战役决胜中原的故地。
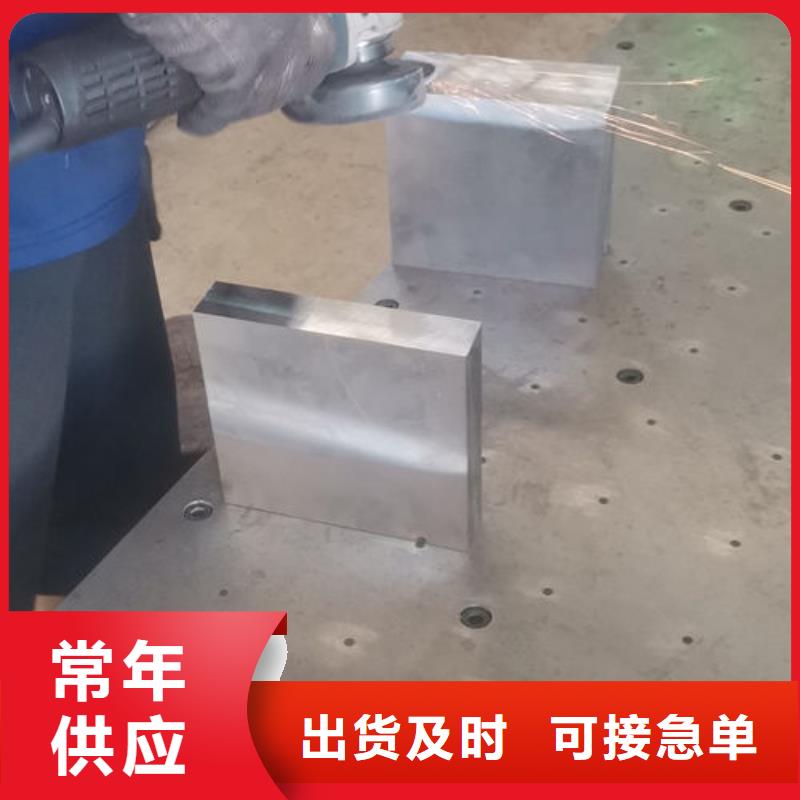
想要知道cr12mov模具热处理通过检测产品如何?看视频就知道!看视频,选产品更明智!
以下是:cr12mov模具热处理通过检测的图文介绍


cr12mov材料工件直径25,1020度淬火,即使是空冷,也可以完全淬透,而不用担心出现不良组织;淬火组织晶界不甚明显,在晶界也看不到析出物,说明冷速足够的,理论上来说淬火不会形成屈氏体。这些黑点的来源,个人认为一是金相制样腐蚀造成的,一是材料不良,可能是微型的缩孔。炉量加料框的话100KG不到,工件之间间隔2CM。主要是工件之间大小不一混装的。时间没办法都兼顾从工艺角度看,这么点东西,直径又小,1020保120分钟有些长,保险起见60-80分钟应该就足够了。个是我刚刚520度出来的金相。多抛了几遍现在基本看不到了。就是这个料心部二次碳化物集聚不是太好。材料:Cr12mov 未球退温度:1020保温时间:120min尺寸:φ25圆棒 真空淬火后低温回火,如图出现类似点状屈氏体



cr12mov模具钢的性能要求 具的工作环境和条件对模具钢的性能和内部冶金质量、生产的性价比有很高的要、具钢的生广万方法和来用的艺路线均与模具钢的性能和质量有密不可分的联系。 商内外的冶金部门都在不断地研究新的生产方法与工艺路线,以提高模具钢的质量和性能。模具钢的质量水平一般从便用性能、工艺性能和冶金质量三个方面来评价。 2.1模具钢的使用性能 仝属材料在模具制造中获得厂广泛应用是由于其具有优良的性能。模具的工作条件复 杂,工作温度高低不一,承受高压、冲击、振动、摩擦、弯曲和拉伸等载荷,经受着磨损、变形、疲劳、断裂的作用,因此对模具制造材料的性能要求较一般机械零件高。 2.1.1模具钢的力学性能 1.金属材料在外力作用下抵抗变形和断裂的能力称为强度,是衡量零件本身承载能力(即抵抗失效能力)的重要指标。模具在工作过程中承受着巨大的冲击、扭曲等载荷。尤其是随着高速冲压、高速精密锻造和液态成形等技术以及一次成形技术的发展,模具承受着更大的载荷。往往由于钢材的强度不够,造成型腔边缘或局部塌陷、崩刃或裂开等早期失效。因此模具在成形及热处理后应具有较高的强度,这是模具零部件首先应满足的



现我厂 宿州埇桥模具热处理加工产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 炬晟特钢建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。



cr12mov 该钢可用于制作材料厚度 >3mm冲模复杂形状的凸触凹触镶件。制作凸触和凹触时硬度为58~62HRC 60 制作凹模时~64HRC. 用于生产铝件冷挤压的冲头模具凹模制作冲头硬度为60~62HRC, 凹模制作硬度62-64HRC. 用于生产铜件冷挤压模冲头模, 使用硬度为62~64HRC. 用于钢件冷挤压模冲模凹模, 使用硬度为62~64HRC. 本公司“与时并进,紧贴客户”,集销售、服务和技术于一身的专业企业。专为客户提供各种优质钢材,有充足的存货以配合客户不同的需求,此外我司随时为广大客户提供精、光料加工及热处理一条龙服务。 用于形成碳的质量分数 0.65% ~0.80% 的弹簧板。硬度为 37 ~42HRC, 使用寿命可达 150,000 次.用于构成弹簧钢板0.65%~0.80%的碳质量分数, 硬度37~42HRC, 和额外的氮化处理, 使用寿命可达 400,000 次.



cr12mov淬火加热速度 加热速度太慢,工件易氧化、脱碳,生产率低,成本高;但升温速度太快,模具表面和中心会产生温差,温差越大,热应力越大,因而产生变形和开裂的可能性也越大。应根据工件材质和尺寸选择合适的加热方法与加热速度。 (4)淬火加热时间 淬火温度确定以后,就应确定加热时间,加热保温时间太短,工件内部没有热透,这火后硬度达不到要求;加热时间太长,则不仅造成电能和工时的浪费,而且增大奥氏体晶粒粗大和工件氧化脱碳的倾向。因此必须确定一个适当的加热保温时间。 1)加热时间的计算。加热时间包括升温、均温和保温时间。为了使模具内外各部 分均完成组织转变、碳化物溶解和奥氏体均匀化,就必须在模具淬火加热阶段保温一定的时间 在具体生产条件下,模具加热时间与钢的成分、原始组织、工件形状和尺寸、加热介质、升温特点、预热与否及预热温度和次数、装炉方式及装炉量等许多因素有关,因此常借助于经验数据和公式。 常用的经验公式为 T = oKD 式中﹣加热时间( min ); ﹣工件加热系数( min / mm ), K 一﹣工件装炉系数,一般由经验而定,常取1~2; D ﹣工件的有效厚度( mm )。